In the aviation industry, aircraft parts made of aluminum alloys, the main material of the aircraft, must undergo a surface treatment before painting. Aluminum surface treatment takes the form of anodizing and/or conversion. For a reminder of the different steps in surface treatment.
In the surface treatment of aluminum, hexavalent chromium conversion and passivation processes are the most widely used since its corrosion resistance has been proven for a long time. Today however, its toxicity has been highlighted and new processes are emerging, such as treatments based on zirconium salt and trivalent chromium.
What is conversion in aluminium surface treatment
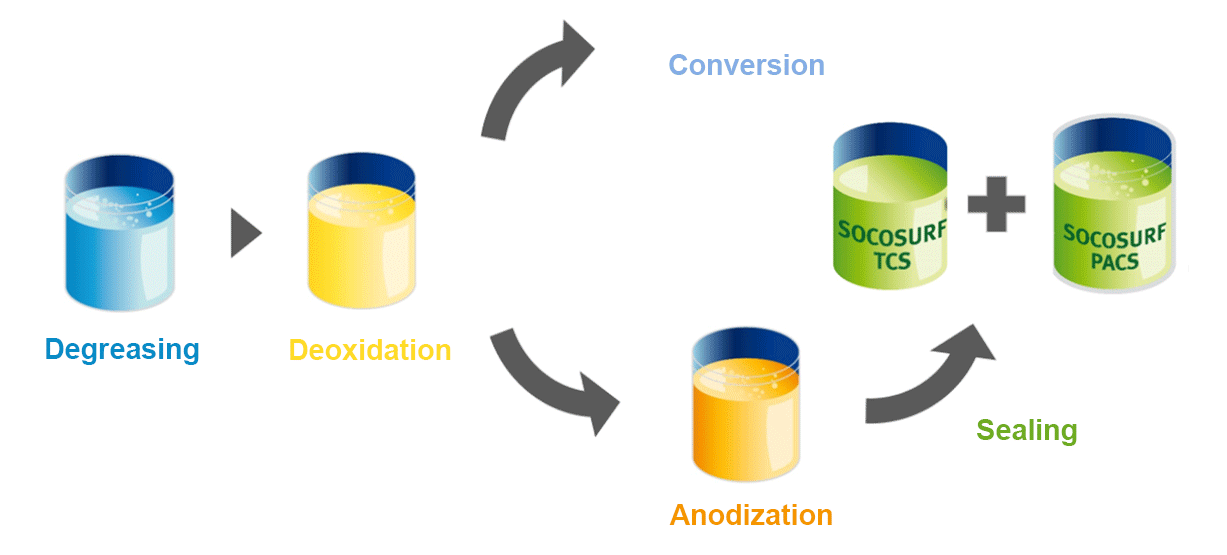
The aluminium surface treatment involves 3 main phases:
- Cleaning / degreasing
- Deoxidizing or desmutting
- Treatment
The role of the surface treatment phase is to prepare the part before painting, bonding, etc. This is a key point to guarantee the performance of the system as a whole, such as adhesion and corrosion resistance. There are 2 types of protection:
- Anodizing
- Conversion
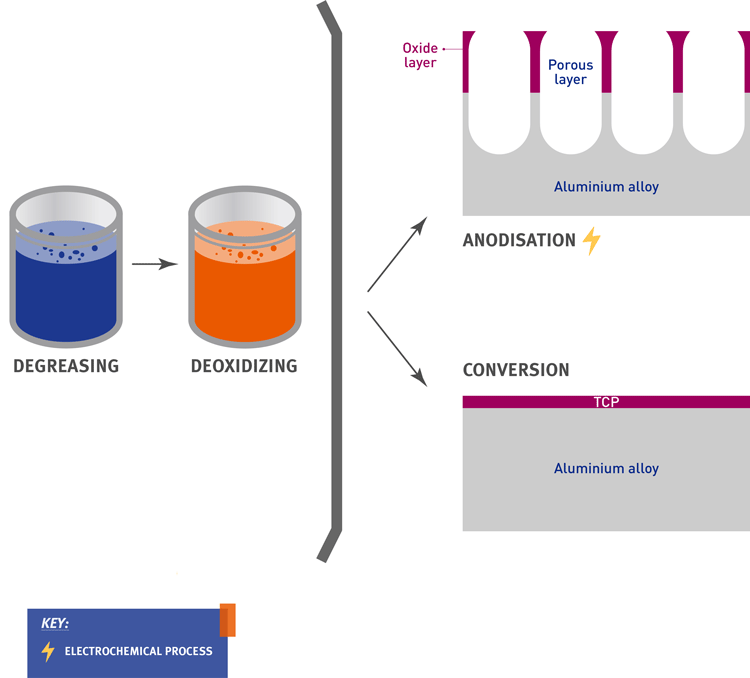
What is aluminum treatment by electrochemical conversion or anodizing?
The anodizing process during aluminum processing produces a porous oxide layer on top of the aluminum alloy. Depending on the necessary properties of the part, a second step may or may not be implemented to seal the pores.
During anodizing, the aluminum parts are immersed in an acidic bath while an electrical current is applied. This electrochemical conversion allows an oxide layer (between 2 and 20 μm) to form. It is structured, porous and electrically insulating.
In the case of sealed parts, the anodized part is then immersed in a sealing bath. The anodized aluminum alloy is immersed in a sealing solution, which can be either hot water or a chemical solution. Sealing closes the anode layer pores, thus enhancing the part's corrosion resistance.
What is aluminum treatment by chemical conversion?
During conversion, the aluminum part is immersed in an acidic bath. An amorphous oxide layer (<1 μm) forms on the surface of the part. The resulting layer makes it possible to:
- Improve the corrosion resistance of aluminum
- Ensure good electrical conductivity
- Promote paint adhesion
Many companies use a chromium conversion solution. The use of hexavalent chromium has been shown to be a very effective anchor for paint. Alternatives must however be identified since these products will be banned from marketing in 2024 according to REACh regulations. For further information. There are alternative solutions on the market, such as SOCOSURF TCS / SOCOSURF PACS, which has demonstrated very good performance in the field of corrosion resistance and pre-painting treatment.





Aluminum conversion process without hexavalent chromium
There are various Trivalent Chromium-based protection methods (throughout the remainder of the article, we shall name this TCP, Trivalent Chromium Process) applicable in various forms, such as the traditional chromium VI range, including the immersion applications and retouching applications. The TCP solutions have the same basis: zirconium salt and trivalent chromium.
In order to meet the requirements of aerospace OEMs regarding the aluminum protection step in the surface treatment line, chemists have to deal with TCP-related problems:
- TCP corrosion resistance lower than that provided by the chromium process
- TCP layer not visible
In this article, we shall focus on a 2-step treatment solution:
- The first for conversion
- A second post-treatment step
The SOCOSURF TCS / SOCOSURF PACS solution showed very good performance.
Immersion process
SOCOSURF TCS / SOCOSURF PACS, a conversion solution
Though OEMs must conform to REACh regulations and find alternative solutions to hexavalent chromium for the surface treatment of aluminum, they have the last word concerning replacement solutions. For the conversion step, the primary requirement is the salt spray test performance, currently set at 168h. It should be noted that there are several types of aluminum alloy. In the aeronautical industry, 2 categories are predominantly used:
- Type 5000 and 6000 alloys
- Type 2000 and 7000 alloys, with high copper content
During solution qualification, single-step conversion processes are generally sufficient for 5xxx and 6xxx series as the alloys are less susceptible to corrosion. For series 2xxx and 7xxx alloys, however, conversion to trivalent chromium must be reinforced by a second post-treatment step.
SOCOSURF TCS / SOCOSURF PACS, trivalent chromium and zirconium salt conversion process with post-treatment, is a solution that has shown itself to be very effective against corrosion on series 2xxx and 7xxx alloys. SOCOSURF TCS can also be used alone on series 5xxx and 6xxx alloys.
This process can be used in conversion and also in anodized part sealing.
OEM approvals
The SOCOSURF TCS / SOCOSURF PACS solution has been qualified by many OEMs:
| OEM | Specifications |
|---|---|
| BOMBARDIER | BAPS 160-020 rev D conversion |
| COLLINS AEROSPACE | LGPS 1109 sealing after TSA |
| LIEBHERR AEROSPACE | MFT 0538 conversion, MFT 0536 TFSAA sealing after anodizing |
| DASSAULT | DGQT 0.4.2.449 |
| EMBRAER LEONARDO H LEONARDO AC | Last approval step for the conversion process |
Subcontractors have also qualified their surface treatment line by requesting accepted deviations from OEMs such as BOMBARDIER and EMBRAER. Surface treatment lines qualified at the industrial scale:
- AEROPOROTEC
- COLLINS AEROSPACE Poland
- GIT Toulouse
- MECAPROTEC Toulouse
SOCOSURF TCS / SOCOSURF PACS is also in the process of qualification with other OEMs:
| Conversion and sealing | Conversion | Pilote lines assessment |
|---|---|---|
|
AIRBUS BOEING GE LEONARDO AC & H UTC-P&WC |
ARIANE BELL HELICOPTERS EMBRAER ESA LOCKHEED MARTIN MTU NAVAIR (MIL DTL 81706) SAAB SAFRAN ZODIAC |
AIRBUS ASHTON & MOORE BOEING BWB Nelshen COLLINS Ratier Figeac COLLINS Goodrich Vernon COLLINS Volverhampton DASSAULT Argonay GIT LEONARDO AC LEONARDO H MECAPROTEC NAVAIR POETON Gloucester |
Process for local application of TCP
Solution to meet the specifications of OEMs and users
In the aluminum surface treatment line, the conversion process must be by immersion. In the aeronautical industry, aircraft parts may be very large. There is also a strong demand for local touch-up applications by contractors and maintenance centers. Touch-ups can be used:
- during aircraft assembly, to repair scratched painted areas, or to protect parts that have been resized
- in workshops after surface treatment, to protect conductivity maintenance areas, where there are frequently many areas to be treated on the same part
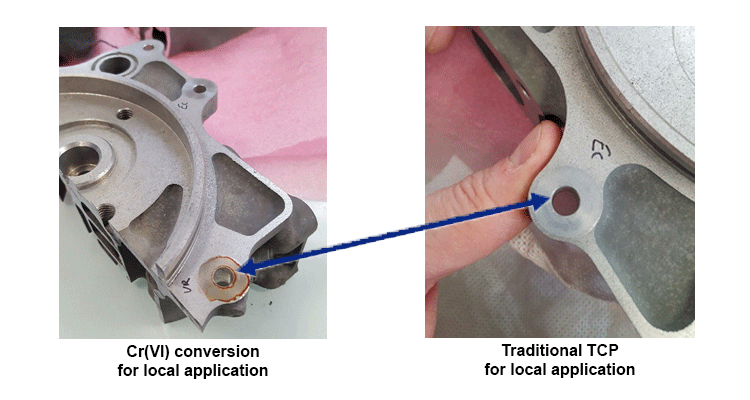
Touch-up application: solution containing chromium VI compared to chromium III
Currently, hexavalent chromium-based touch-up solution is available on the market. It has been shown that this solution works, but it is threatened by the end of the authorization in 2024 by REACh to use chromium VI-based products.
Currently, alternative trivalent chromium-based conversion solutions exist, but they remain invisible after application. This poses a problem in the process (loss of time, cost).
So we ask ourselves how can we inspect something that is not visible?
A colored touch-up solution
"In an attempt to find an alternative to invisible trivalent chromium local solutions, we have developed a colored conversion touch-up solution" explains Emilie Champagne, technical support engineer at SOCOMORE.
SOCOMORE has developed the SOCOSURF TCS COLORED PEN, a pen to apply SOCOSURF TCS during touch-up, leaving the surface colored (pink/purple). The area can thus be readily located on the treated part. This is a ready-to-use solution for easy application.
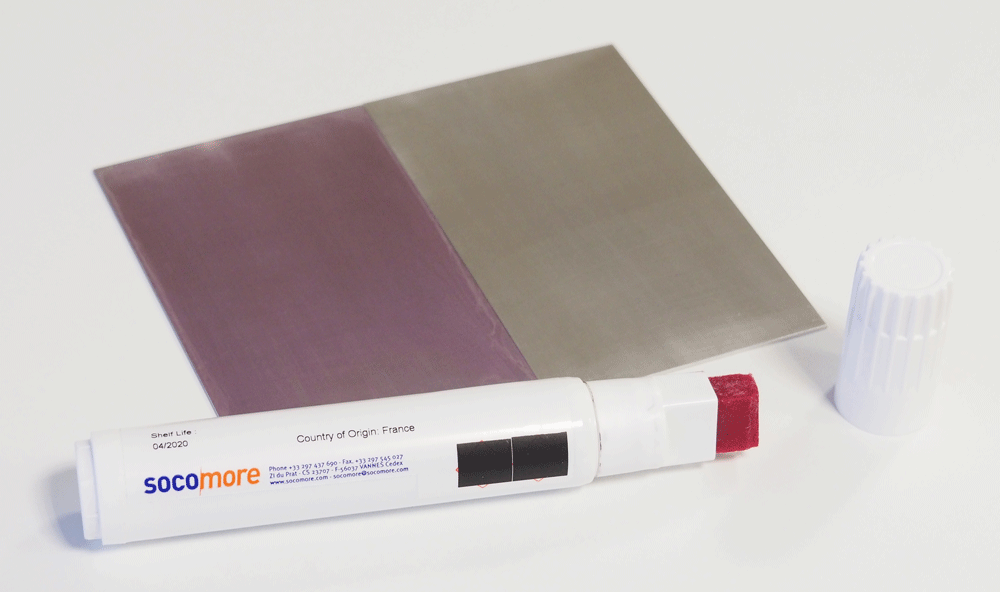
“We offer a colored local touch-up solution that must meet the requirements set by OEMs” advises Émilie Champagne, technical support engineer.
SOCOMORE has sought to develop a touch-up solution that meets contractor specifications:
- Salt Spray Test: no visible pitting within 168h. Sometimes the requirements are reduced if the treated areas are not significantly exposed to corrosion or when the touched-up areas are painted.
- Conductivity as defined in MIL DTL 81706.
- Good paint compatibility for painted parts, in terms of adhesion and filiform corrosion.
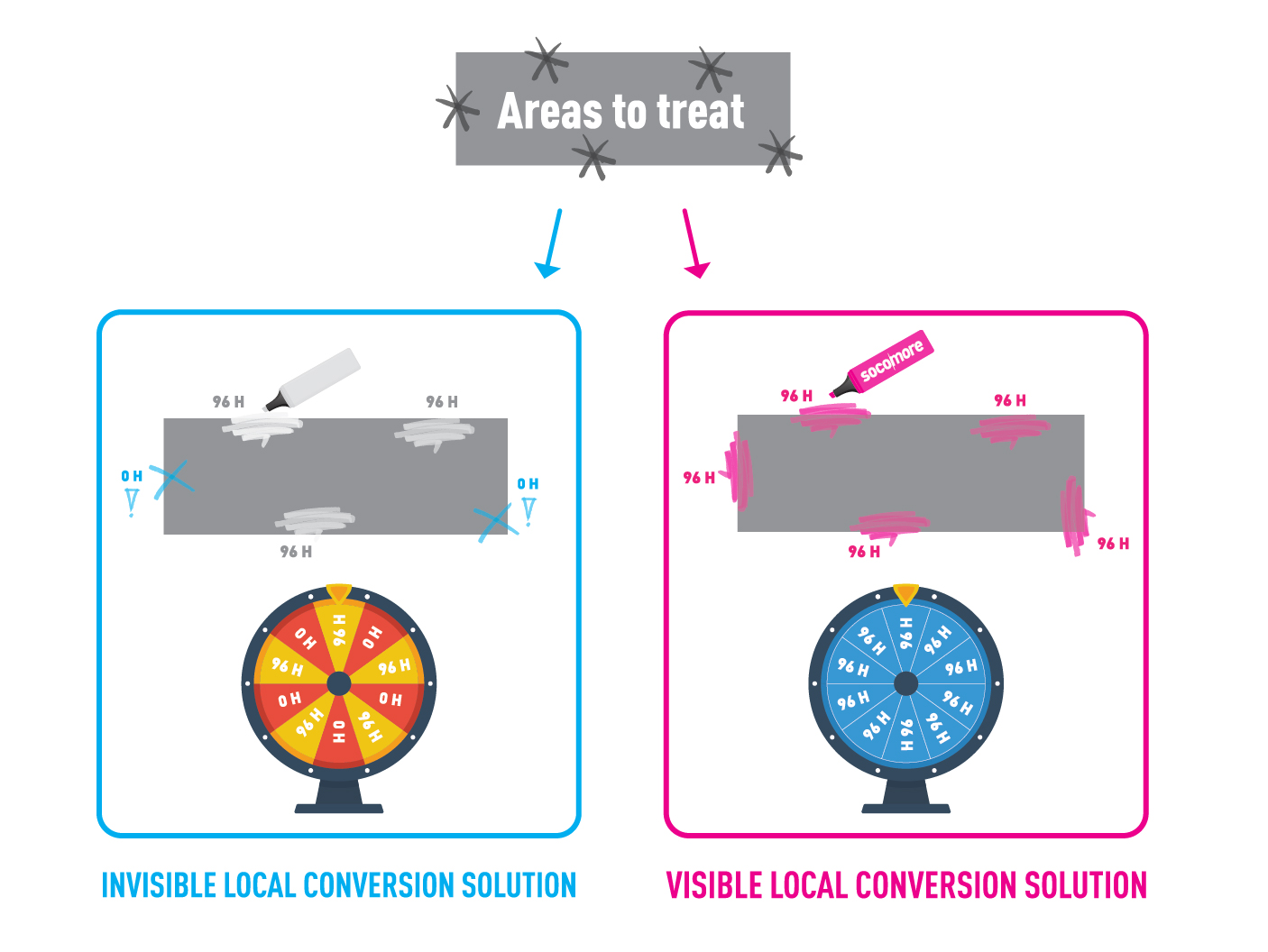
The coloring of the trivalent chromium protective layer makes it possible to control the application of the corrosion protection solution. This diagram simply shows that using the SOCOSURF TCS COLORED PEN makes it easy to see where the solution has been applied. The risk of "random" anti-corrosion performance is eliminated. Indeed, in the diagram on the left, a colorless area may correspond a treated area with a 96h corrosion resistance, or to an unprotected area with no corrosion resistance. This solution enables better corrosion protection quality control.
Touch-up application results
The SOCOSURF TCS COLORED PEN touch-up conversion solution can be used to meet OEM and MRO requirements, for example:
- Treated area visibility
- Salt Spray Test between 96h and 168h
- Good conductivity performance
- Compatible with solvent- and water-based paints.




