Reduce bath renewals, production stoppages and their associated costs
Table of Content
- Aluminium Surface Treatment
- Safer aluminium deoxidizers
- Chromate and fluoride free aluminium deoxidizers result in cost savings
- OEM qualifications
Aluminium Surface Treatment
Aluminium surface treatment process for aerospace applications
In the aerospace industry, aluminium alloys are the most commonly used in aircraft manufacture as they are lightweight, strong and corrosion resistant. Legacy aircraft such as the A320 and B737 are 60-70% aluminium. New aircraft such as the A350 and B787 are at least 20% aluminium. To prolong the life of the aircraft, flyable aluminium parts require high quality surface treatment.
Aluminium Surface Treatment
Before bonding or painting, aluminium parts are pre-treated by being cleaned and etched. Once ready, the parts then go for chemical conversion or anodizing treatment.
The different stages of the Aluminium Surface Treatment process are:
- Cleaning (A)
- Etching (B)
- Treatment (C)
After treatment, the parts are ready for painting or bonding.

Aluminium parts are pre-treated and treated by being immersed into baths. Each bath has a specific function. As different aircraft parts have different purposes, the exact steps in the surface treatment process will depend on how the part is to be used.
In this article we will concentrate on deoxidizing. To understand why deoxidizing is essential, let’s look at the main steps in aluminium surface treatment.
A) Cleaning
- Degreasing. This is also called “alkaline degreasing”. The degreasing bath removes grease, inks and soils from the part.
- Rinsing. It is necessary to immerse and rinse the aluminium part in a bath of clean water after each step, before it moves to the next stage.
B) Etching
B.1) Direct acid deoxidizing
- Deoxidizing. This is also called “acid etching” or “acid pickling”. The deoxidizing bath dissolves the aluminium oxide layer.
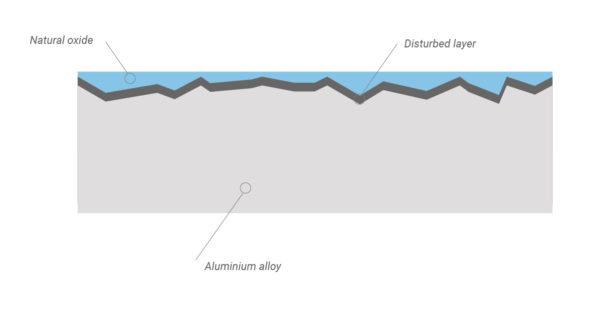
Exposed to open air, an oxide layer (alumina Al2O3) forms on the aluminium part within a few seconds. This has to be removed in order to treat the metallic part. - Rinsing.
B.2) Sodic etching and acid desmutting
- Sodic etching. This is also called “alkaline etching”. It removes a thin disturbed material layer between 5 and 10 µm. This step is not required for parts with tight dimensional tolerance as too much material would be removed.
After sodic etching, the surface is covered in “smut”. For example, 2xxx series aluminium parts become black due to the copper content. - Rinsing.
- Desmutting. The deoxidizing bath is used for this step. It is called “desmutting” because the acidic base of the bath removes the “smut” covering the aluminium part after sodic etching.
- Rinsing.
C) Treatment
There are a few ways to treat aluminium parts, depending on the properties the parts need to have. Treatments include chemical conversion (C.1) and electrochemical conversion or anodizing (C.2).
C.1) Chemical conversion
- Conversion. It is also called “Chemical Conversion Coating (CCC)”. This acid base bath converts the aluminium so an amorphous oxide layer forms on the surface (< 1µm). This layer is corrosion resistant, durable and exhibits low resistivity properties to maintain electrical conductivity.
- Rinsing.
C.2) Anodizing process such as CAA, SAA, TSA, TFSAA or PSA, etc.
- C.2.1) Anodizing. The aluminium parts are immersed in an acid electrolyte bath while an electrical current is applied. A cathode is mounted to the inside of the anodizing tank; the aluminum acts as an anode, so that oxygen ions are released from the electrolyte to combine with the aluminum atoms on the surface of the part being anodized. This forms an oxide layer,
a structured and porous layer (between 2 to 20 µm) on the surface. This layer is thicker than the layer formed during the chemical conversion process and is non-conductive.
Anodizing increases:- resistance to corrosion and wear
- the adhesion of paints, primers and bonding agents
- Rinsing
- C.2.2) Anodizing. Same bath as explained above.
- Rinsing.
- Sealing. Sealing is a supplementary step post anodizing. The anodized part is immersed in a sealing solution, which can either be hot water or a chemical solution.
- In a hot/boiling water bath (with or without additives), the pores are hydrated and swell, blocking the holes. This reinforces corrosion resistance.
- In a chemical bath, the chemical elements in the solution fill the pores of the anodic layer, improving the corrosion resistance.
- Rinsing.
At the end of the treatment process the parts need to be air or oven dried, which is faster, before going for painting or bonding.
Why deoxidize aluminium?
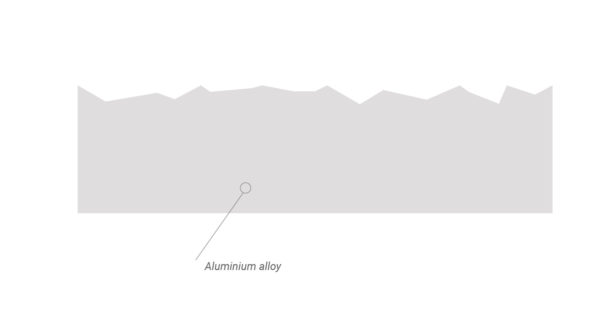
Deoxidizing removes a thin layer of aluminium oxide and a disturbed layer to obtain a reactive and homogeneous surface ready for conversion or anodizing. It can be done by direct acid deoxidizing or alkaline etching.
- Direct acid deoxidizing removes a layer of aluminium oxide.
- Alkaline etching removes a thin disturbed material layer.
- The alkaline etching step is followed by desmutting to remove the smut left after etching.
Alkaline etching and desmutting are usually recommended prior to NDT (Non Destructive Testing) penetrant inspection as a thick layer, around 5 μm, has to be removed to identify any defects or cracks in the part.
Alkaline etch baths contain caustic soda. Deoxidizing and desmutting baths have the same bath composition: a blend of strong acids such as sulfuric acid, nitric acid, hydrofluoric acid, chromic acid, and phosphoric acid, and can contain salts such as ferric ions.
During deoxidizing, the metallic elements in aluminium alloys such as aluminium (Al), copper (Cu) and zinc (Zn) are dissolved in the acidic bath. A bath that has been in use for a long period of time will contain a high quantity of dissolved elements. These elements have an impact on the performance success of the bath and the following processes.
For example, Salt Spray Test (SST) results on a conversion coated panel can be negatively affected if the panel has been pretreated in an aged etching solution. That is why monitoring and periodic testing of the aluminium, copper and zinc content in a deoxidizing bath is a Key Process Parameter (KPI).
The maximum concentration limit of dissolved elements is defined by the OEMs, and influences how often the bath is renewed.
Safer aluminium deoxidizers
In aerospace, some aluminium deoxidizers are chromated, meaning they contain hexavalent chromium. Chromic acid based or Chrome VI deoxidizers are often used to prepare aluminium parts for anodizing as they are gentler and won’t deeply etch the surface of the part. However, due to the known hazardous effect of hexavalent chromium on the environment and health, REACh declared that this compound should not be used anymore and a full ban will come into effect within the next 5 years.
Chrome free aluminium deoxidizers compliant with REACh regulations
REACh regulations control the use of Chrome VI free deoxidizers. With the complete ban due to come into effect by 2024, REACh compliant Chrome VI free solutions have been developed by chemical manufacturers.
SOCOMORE has developed borate, a CMR substance on the SVHC list, and chrome VI free solutions. They are part of a full range of REACh compliant degreasers (SOCOSURF A3432), deoxidizers (SOCOSURF A1858/A1806), conversion and sealing solutions (SOCOSURF TCS / SOCOSURF PACS) for aluminium surface treatment.















Chrome free aluminium deoxidizers in North America
In North America, chemical legislation is very fragmented with each state in the US having its own regulations. There is no federal ban per se, like REACh in the EU. Cr(VI) products are still widely used. In the aerospace sector, the OEMs drive their own corporate regulations. Efforts have focused on reducing the use of Cr(VI) by approving alternative solutions. Boeing, Bombardier, Lockheed Martin and UTAS, etc. are all in the process of approving and implementing Cr(VI) free alternative solutions. For deoxidizing, alternative solutions such as SOCOSURF A1858/ A1806 already exist and have been in use for the last 10 years.
Today, chrome free deoxidizers are based on 2 different technologies
- Deoxidizers with fluoride
- Deoxidizers without fluoride
Aluminium deoxidizers with fluoride
Deoxidizers can contain hydrofluoric acid or fluoride salt. Most chrome free deoxidizers used in aluminium surface treatment contain fluoride. Fluoride etches the surface of aluminium alloys. Hydrofluoric acid and salts are very powerful in the aluminium deoxidizing process as they improve the etch rate. At the same temperature, a deoxidizer with fluoride will have a higher etch rate than a deoxidizer without fluoride.
However, as fluoride ions are consumed during the etching process, the fluoride concentration and the etch rate of the bath decrease over time.
In acid etching, the etch rate can be enhanced by the addition of fluoride based additives. However, this requires regular, weekly or more, monitoring and adjustment of the bath. The etch rate is very unstable with deoxidizers that contain fluoride.
An unstable etch rate means:
- regular monitoring and bath adjustments
- higher consumption of additives
- a non-linear process which impacts on the subsequent processes such as conversion coating, anodizing, etc.
Another significant factor is that fluoride is a very hazardous substance and can cause serious harm to workers. To supply, store and manage fluoride based products requires strict health & safety procedures. To learn more about the dangers of fluoride, read this article.
Aluminium deoxidizers without fluoride
The advantages of deoxidizers without fluoride are:
- a bath that remains stable over time with a constant etch rate
- less adjustments and limited addition of additives
- consistent performance even with a high concentration of metallic elements
- a more linear process that won’t impact on the subsequent conversion coating and anodizing processes
Aluminium deoxidizers without fluoride such as SOCOSURF A1858/A1806 are used at a higher temperature to enhance the etch rate, around 50°C/122°F. SOCOSURF A1858/A1806 is a nitric and sulfuric acid based chrome and fluoride free deoxidizer.
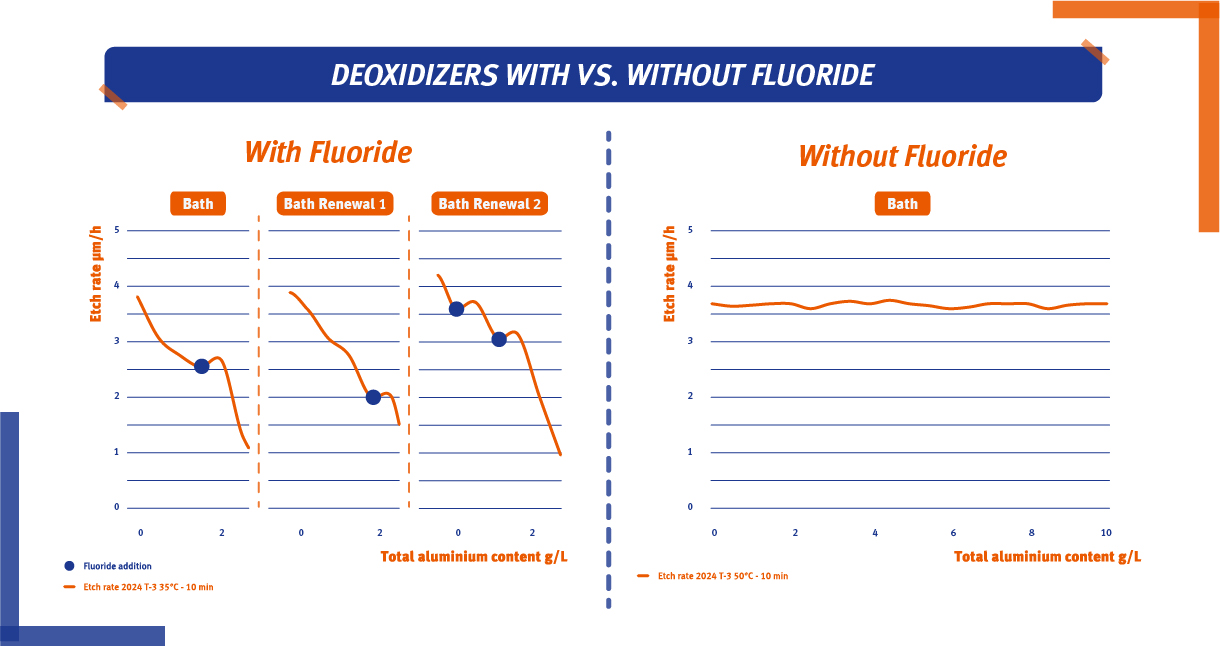
The 2 graphs highlight the etch rate performance with different deoxidizers:
- on the left side, with the deoxidizer that contains fluoride, we can see the etch rate is very unstable. It requires a lot of monitoring, additions and bath renewals.
- on the right side, the deoxidizer without fluoride; SOCOSURF A1858/A1806, has a very stable etch rate throughout the life of the bath, even with a high level of aluminium salts. The bath doesn’t need to be renewed.
In this example, the bath on the left containing fluoride has been renewed twice. In comparison, the bath on the right without fluoride has not changed.
Chromate and fluoride free aluminium deoxidizers result in cost savings
Better process control with fluoride free deoxidizers
Fluoride enhances the etching process but the aluminium content will agglomerate with the fluoride in the bath, resulting in lower and unstable etch rates. Rectifying this adds extra steps to the aluminium surface treatment process, meaning it is not a linear process.
The etch rate depends on the fluoride and aluminium content. When the fluoride content decreases, a fluoride addition is needed. Safely managing fluoride adjustments requires:
- safety measures to ensure operator safety, read our article
- implementation of specific requirements regarding fluoride stock on site
In addition, the aluminium part has to be immersed for longer in the bath as the etch rate is slower. The immersion time has to be regularly adjusted. Deoxidizing can take twice as long, impacting the length of the process. There is also an impact on quality because the part is not treated homogeneously each time.
“In the aerospace industry, process regulation is a key factor. That is why control and consistency for surface treatment baths is essential. Using fluoride free deoxidizers will ease the monitoring process.” explains Emily Champagne, Technical Support Engineer at SOCOMORE.
A fluoride free bath lasts up to 50% longer than a bath with fluoride. Therefore deoxidizing solutions without fluoride, such as SOCOSURF A1858/A1806, require less bath renewals.
Less downtime in production stoppages
As seen above, fluoride deoxidizing baths need to be renewed regularly to properly control the process and the etch rate. However, setting up a new bath is a big operation that involves:
- time, as the bath needs to be emptied and refilled
- lost production time as it takes 2 to 3 days to stop the process and change the bath
- heating the bath to reach the required working temperature
Additional waste management for fluoride baths
Deoxidizing and desmutting baths containing fluoride require an additional process step. As fluoride is a strong complexing agent composed of dissolved metals, it requires a dedicated wastewater treatment process as the dissolved metals need to be removed from the liquid. This can be difficult because the link between the fluoride and metallic ions is very strong. Therefore, a defluorization process step is required prior to disposal.
Cr(VI) free deoxidizers with fluoride vs deoxidizers without fluoride
| Advantages | Disadvantages | |
|---|---|---|
| Deoxidizers with fluoride | – enhanced etch rate – work at room temperature |
– etch rate is unstable – more frequent renewals – the bath is not always heated evenly at ambient temperature, so a bath heating system may be required – need to recalculate the immersion time regularly – influences the corrosion resistance results in the anodizing and conversion process – extra monitoring and fluoride top-ups – extra cost for wastewater treatment – health risks as fluoride is hazardous |
| Deoxidizers without fluoride | – etch rate is stable – less production stoppages – longer lasting bath – waste treatment is easier – each bath component is manageable and adjustable – higher evaporation rate requires water additions which can be accomplished by rinsing the aluminium parts over the bath |
– work at higher temperatures – more titration is required – odorous gas is given off that requires a ventilation system |
OEM qualifications
In aerospace applications, it is essential to use products with a wide range of OEM qualifications.
SOCOMORE offers a complete REACH compliant range of hexavalent chromium and borate free products for aluminium surface treatment:
- SOCOCLEAN A3432, a degreasing solution without borate salts
- SOCOSURF A1858/A1806, a deoxidizer / desmutter free from Cr(VI) and fluoride
- SOCOSURF TCS / SOCOSURF PACS, a chemical conversion and sealing solution free from borate salts and Cr(VI)
The deoxidizer / desmutter SOCOSURF A1858/A1806 is approved by the 4 major OEMs:
- Airbus
- Boeing
- Bombardier
- Dassault
It has also been approved by Airbus Helicopters, EADS CASA, Thales Alenia Space, Safran Helicopter Engines and Tier 1 suppliers such as Premium Aerotec and Stelia Aerospace.
Please view the product TDS for the full approval listing.
Read more :
[Brochure] Discover our range of Cr(VI) and borate free products for aluminium surface treatment
[Article] EHS Issues with Traditional Aluminium Deoxidizing Solutions
[Article] Deoxidizer with a Triple BOMBARDIER, BOEING and AIRBUS Qualification




